The aseptic carton filling machine is a critical technology in modern food and beverage packaging, designed to ensure product safety, extend shelf life, and maintain nutritional value without preservatives. Understanding its working principle helps manufacturers and buyers choose the right solution for efficient and hygienic production.
1. Core Concept of Aseptic Filling
The working principle of an aseptic carton filling machine is based on a simple but strict rule: sterilize everything before contact. This includes both the liquid product and the packaging material. The entire filling process is carried out in a fully sealed sterile environment to prevent contamination from microorganisms.
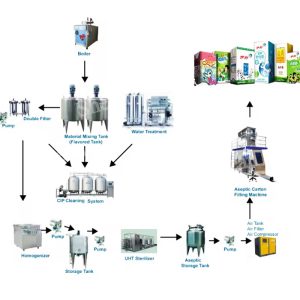
2. Product Sterilization (UHT Processing)
Before filling, the liquid product—such as milk, juice, or plant-based beverages—undergoes Ultra-High Temperature (UHT) treatment. It is heated to a high temperature for a few seconds to eliminate bacteria and spores, then rapidly cooled to preserve taste and nutrients. This step ensures the product is commercially sterile.
3. Packaging Material Sterilization
At the same time, the carton packaging material is sterilized, typically using hydrogen peroxide. The sterilant is applied to the inner surface of the packaging, followed by drying with sterile hot air to remove any residue. This guarantees that the packaging is free from harmful microorganisms before filling.
4. Aseptic Filling Environment
The sterilized product and packaging meet inside a closed aseptic chamber. This chamber is continuously maintained with sterile air pressure to prevent external contamination. The machine forms the carton, fills it with the product, and seals it immediately—ensuring a completely sterile process.
5. Sealing and Output
After filling, the cartons are hermetically sealed to prevent air or bacteria from entering. The finished packages are then discharged from the machine, ready for storage and transportation without refrigeration.
6. Advantages of the Working Principle
- Extended shelf life without preservatives
- No need for cold chain storage before opening
- High production efficiency and automation
- Maintains product flavor and nutritional value
- Safe and hygienic packaging process

